Brief Discussion on Coating Process of Steel Bar Thermosetting Coatings (1)
Peng Xiaoxiang, Hubei Xiantao Light Industry Machinery Factory
I. Overview of thermosetting coatings
Thermosetting coatings should have three-proof (moisture-proof, salt-proof, anti-mold) properties. For the inner coated steel drums containing different chemical raw materials, different thermosetting coatings should be used. The steel drum is coated and placed at an appropriate temperature to allow the solvent in the coating to volatilize and solidify into a uniform film covering the inner wall of the metal drum. After filling the material, it prevents the contents from coming into contact with the metal barrel wall. The inner coated steel drum ensures that the chemical products are not deteriorated, leak-proof and impact-resistant during transportation and storage.
Second, several thermosetting coatings
1. PVF series: PVF coating consisting of polyethylene resin, dimethyl phthalate and diethyl phthalate, pigments and stabilizers. The solid portion is 22-30% and the specific gravity is 1.2-1.3. The coating film thickness is 20 to 30 μm. The baking temperature is 230 to 260 ° C, and the curing time is 15 to 20 minutes. PVF coating film has the characteristics of anti-aging, chemical resistance, strong adhesion, impact resistance and non-toxicity. The identification data show that: PVF steel drum can hold a variety of chemical raw materials. After long-term storage, the PVF coating film has no change, and the contents are not deteriorated. PVF coating is one of the more commonly used coatings.
2. EPR series resin coating: EPR type resin series coating is a special coating developed for food and honey export packaging barrels in China in the 1980s. It is made up of 609 epoxy resin, butanol modified phenolic resin and other raw materials. EPR coatings are also known as FM epoxy phenolic coatings. It can be divided into FM1 type (clear resin single component, can be used alone.) and FM2 type (two components, A and B components. When used, mix and mix according to the volume of 1:9, use.). When the coating film thickness is 20-30 μm, the baking temperature is 210-220 ° C, and the baking time is 15-20 minutes.
EPR type resin coating has good impact resistance, corrosion resistance and compactness, and has good adhesion. The coating meets national food hygiene packaging requirements.
3. Japan Epoxy 609: Epoxy 609 is an epoxy resin series coating. The properties are basically similar to those of the EPR series resin. In the 70s and 80s, it was mainly used to hold food or honey barrels. Compared with the EPR series of coatings, many physical and chemical indicators are basically similar. When the thickness of the barrel coating film is 20-30 μm, the baking temperature is 180-220 ° C, and the baking time is 15-18 minutes. Epoxy 609 has a certain market in international food packaging, and it is one of the coatings approved by the World Health Organization for food packaging.
Third, the surface treatment before painting
The bond between the coating and the inner wall surface of the steel drum is an important criterion for measuring the quality of the thermosetting coating. A good adhesion coating not only withstands mechanical impact, but also does not easily spread to the surroundings even if it is exposed to rust or harmful liquids. Therefore, the pre-coating metal surface treatment is one of the thermosetting coating processes. An important link.
How to distinguish the quality of metal surface treatment? Generally speaking, the surface of the workpiece is required to be free from grease, dirt, dust, and rough surface without serious corrosion before coating. Pre-coating is to solve these four problems. Of course, there are many surface treatment methods. Only a few simple processing methods are introduced.
l. Emulsifier degreasing: Pour the metal detergent into water to form a solution at a ratio of 2:100. If the surface is rich in grease, increase the ratio of the solution to 5-10:100, then put it into the washing tank, warm it to 20-30 °C, place the steel barrel and the bottom cover of the barrel in the washing tank. Washing inside and outside (can also be scrubbed with a cotton cloth). Then, rinse the detergent solution remaining on the wall of the barrel with warm water, and then no more slippery feeling on the wall of the barrel or the bottom cover, and then rinse it repeatedly with tap water, and then dry naturally.
2, acid? Rust removal, alkali neutralization: depending on the degree of corrosion of the workpiece surface. The general concentration of acid in our factory is PH=3; the alkali concentration is PH=8-9; the temperature is 70±5°C. It is best to clean the workpiece with flowing water. Otherwise, tap water should be replaced every shift. The duty of the workpiece should always be checked every shift and should be guaranteed to be basically neutral. The pickling time is not too long and should be controlled for about 1 minute. Pay attention to the changes in the concentration of acid and alkali solution in each shift. After pickling, immediately enter the oven at about 100 ~ 150 °C to dry, and then put it in a dry and pollution-free place to be coated.
Fourth, the coating method of thermosetting coating
The method of coating a thermosetting coating refers to the method of uniformly spraying the coating on the inner wall and the bottom cover of the surface treated steel drum. Generally speaking, the coating method is related to the size of the steel drum batch. The production capacity is large, and it can be painted by a relatively complicated and advanced method. On the contrary, the method of painting should be simple. Several coating methods currently used in China's steel drum industry are introduced as follows:
1, brush roller: brush and roller is a relatively primitive manual method. The construction method is to apply the paint evenly on the surface of the workpiece after the paint is applied with a brush. This method is easy to operate and requires no equipment and investment. The shortcomings are labor intensive, and the applied paint is uneven, which is prone to sag. After baking, the coating film on the surface of the workpiece is obviously uneven and the finish is poor. It is not easy to adopt in mass production. This method is only suitable for small batch production or physicochemical test smears in the laboratory.
2, centrifugal spray: centrifugal spray principle is equipped with a fan-shaped spray cup at the motor shaft end, a hose is placed in the spray cup. The paint was sprinkled on the inner wall of the spray cup through a hose nozzle at a pressure of 2 kgf/cm2. The motor drives the spray cup at a high speed at a speed of 1400 rpm, and the paint flowing on the spray cup is centrifugally pulled out to make it misty and fall on the inner wall of the barrel which moves in a straight line. After the spray is finished, take the bucket out and put it into the baking oven. This method is applicable to the coating of Japan Epoxy 609 and Phenolic 2126 coatings. If the viscosity of the coating is large, there will be significant unevenness in coating by this method. Although epoxy 609 and phenolic 2126 coatings also have unevenness during coating, due to their low viscosity, and in the baking film formation, due to the effect of temperature and the rotation and vibration of the workpiece during operation, the coating is before curing. The thickness of the coating film can compensate each other to make it uniform. When spraying a coating with a high viscosity, the coating cannot be completely atomized due to centrifugal force, and some even splash on the wall of the barrel, and the fluidity is poor or the solvent evaporates too quickly when the coating is cured in the furnace. The surface of the coating film is rough and has no light brightness. A disadvantage of centrifugal spraying is that the compressed air entering the storage tank often carries the oil and water in the cylinders of the air compressor. When painting, oil and water enter the coating film on the surface of the workpiece with the coating. After the oil enters the coating film, it seriously affects the adhesion of the coating film to the barrel wall. After the water enters the coating film, air bubbles are generated in the coating film, so that the coating film is separated from the barrel wall. Therefore, a water separator should be installed at the pressure regulating valve to reduce the oil and water content in the compressed air to ensure the quality of the product.
3. High-pressure airless spraying machine coating: high-pressure airless spraying equipment uses compressed air as power, the cylinder drives the plunger cylinder to inhale the paint, and uses the difference between the cylinder and the plunger cylinder of the high-pressure pump to increase the paint pressure to 14.4-21.6 Mpaf/cm2. When the high-pressure paint passes through a special nozzle to the atmosphere, it immediately expands and atomizes into a very fine mist-like paint spray with a certain impact force, which is sprayed toward the workpiece. Since the fan-shaped paint mist flow is not mixed with compressed air, water and oil are not present in the paint mist flow, thereby ensuring the quality of the coating film. It is currently an ideal coating equipment. However, some of the solvents in thermosetting coatings volatility in high pressure release expansion, sometimes counterproductive. Such as FM type coating, it is made of polymer epoxy resin, phenolic resin, titanium white pigment and thinner. Among them, the organic solvent violently volatilizes in the high-pressure release expansion, so the resin remaining in the paint and the titanium white pigment fly out from the nozzle in the form of a fan, and are powdered after covering the surface of the workpiece. Film formation. Even if you add too much thinner before spraying, you can't do it.
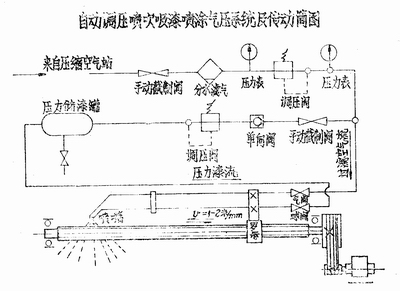
4. Automatic pressure-adjusting air spray suction paint spraying equipment: This equipment is designed by technicians for the advantages of high-pressure airless spraying principle and centrifugal spraying. It is basically suitable for the coating of various thermosetting coatings. It has its unique effect on FM series coatings. Its principle is to inject 2.5-3kgf/cm2 of filtered compressed air into the tank paint. (The compressed air must be adjustable, adjustable between 0 and 7kg/cm2.) The air-compressed paint flow is controlled by the hose. The spherical throttle valve is controlled and led out. Another tube was used to access the filtered 4 kgf/cm2 compressed air, and the two tubes were respectively connected to two steel tubes which were connected side by side. The two ends of the two steel pipes are fitted with nozzles. The position of the nozzle is the same as that of the small spray gun. The two steel pipes are fixed on the upper seat by a tight ring, and the upper seat is bolted to the nut for linear reciprocation. The screw on the nut is trapezoidal thread (can also be used for transmission). The reciprocating linear speed of the nut is 1-2m/min and the speed is adjustable. The workpiece rotates around the nozzle at a speed of 100 to 150 r.pm. Its rotation is driven by four rubber wheels. Four rubber wheels transmit torque, support and shock absorption. Under the action of centrifugal force, the sprayed high-pressure paint flow evenly covers the surface of the rotating workpiece. The vibration is generated while rotating, so that the paint particles sprayed on the surface of the workpiece move and infiltrate each other. An exhaust hood is arranged above the workpiece, and an air extractor is arranged above the air hood to discharge the remaining paint mist through the chimney to reduce environmental pollution at the work site. The advantage of this type of equipment is that it is flexible and the sprayed film is dense and uniform, free of oil and water. After baking, the surface brightness of the coating film is extremely high. Refer to the following figure for its pneumatic system and transmission structure:
Double Layer Worktable Without Back
Dual Deck Worktable,Stainless Steel Work Surface,Two-Tier Prep Table,Double-Level Food Prep Counter,Twin-Layered Work Surface
Jiangmen Xinweijie Stainless Steel Products Co., Ltd. , https://www.xwjstockpots.com