THE ADVANTAGES OF INVERTER WELDING CONTROLS ON SINGLE PHASE DRUM WELDING MACHINES
Single-phase steel barrel seam welding machine adopts the advantages of inverter welding control device
Author: Mr. Williams, president of the British Commonwealth welder International Ltd.
1-TYPICAL SINGLE PHASE AC DRUM WELDING
Typical single-phase AC steel drum welding
The actual amount of energy required to make the seam weld is about 60 kilowatts so why does a particular drum welding machine require an electrical supply of 250kVA ?
The actual energy required to produce seam welding is around 60 kW. Why does a typical AC barrel welder require a 250 kVA power supply?
The reason is that Drum welding machines require a large amount of 'reactive power' in addition to the 'true power' required to make the weld.
The reason is that the barrel welder requires a large amount of ineffective power in addition to the actual power required to produce seam welding.
This reactive power generates the magnetic fields which are essential for inductive electrical equipment such as the welding transformer and electric motors to operate.
Reactive power is measured in units of kVAr (kilo Volt Amperes reactive), the skill 'true power' is measured in kW (kilowatts).
The magnetic field generated by this reactive power is important to inductive electrical equipment such as running welding transformers and motors. The power measurement unit is kVAr (invalid kVA), and the actual power measurement unit is kW (kW)

Fig1 Figure 1
In Figure 1, Total Power is the total power, TruePower is the actual power, Reactive Power is the reactive power, and Power Factor is the power factor.
We can see in Fig1 the relationship between the true power (used to make the weld) and the reactive power (required by the drum welder) and power factor.
From Figure 1, we see the relationship between actual power (used to produce seam welding) and reactive power (required for the steel drum welder) and power factor. ?
In general terms the lower the power factor, the greater the amount of reactive power required.
The highest power factor is unity,1.0....? A typical drum welder can operate at a power factor as low as 0.2
The power factor can be considered to be used to measure power. In general, the smaller the power factor, the greater the required reactive power.
The maximum power factor? is an integer, 1.0.... A typical barrel welder operates with a power factor as low as 0.2.
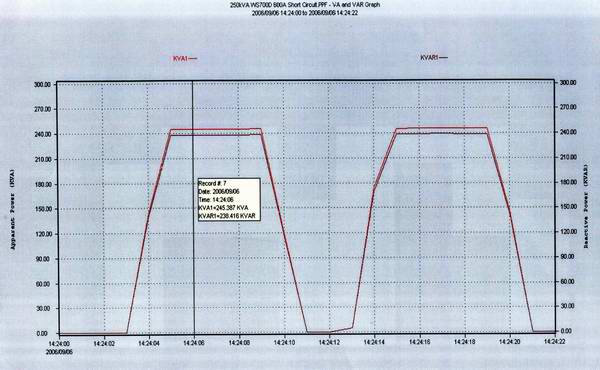
Fig2 Figure 2
Fig2 shows the actual electrical power measurements taken of a standard two phase AC drum welding machine...The total power is 245kVA and the reactive power is 238kVA
Figure 2 is a measured diagram of a standard single-phase AC barrel welder with a total power of 245 kVA and an invalid power of 238 kVA.
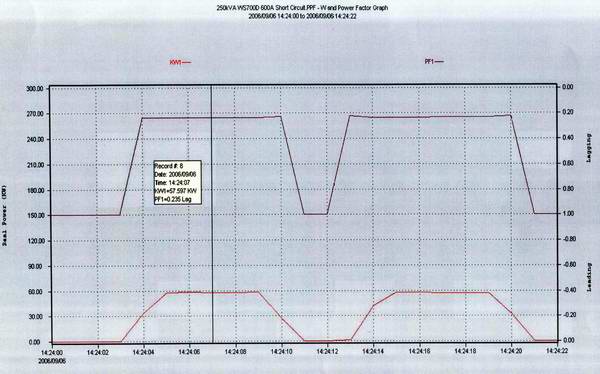
Fig3 Figure 3
Fig3 shows measurements from the same machine, the power factor is 0.235 and the true power reading is 58 kilowatts
Figure 3 shows the measured picture on the same device with a power factor of 0.235 and an actual power of 58 kW.
Reactive power provides many drawbacks:-
Many disadvantages of invalid power:
Reactive power supplies no useful work. further, an excessive 'reactive power/true power' ratio has several negative consequences:
Invalid power provides useless work, and the excessive ratio of reactive power to actual power has several face-to-face results:
Increased total demand for current
Increased total demand for current
Additional non-useful load for the lines and transformers
Lines and transformers add extra load
Need to reinforce the electric facility (non-productive investment)
Need to strengthen power facilities (non-production investment)
Operating situation which comes close to the triggering thresholds of the safety devices
Increase in Thermal losses
Operating conditions close to the safety limits of the safety device result in increased heat loss.
Decrease in supply voltage
Supply voltage reduction
The electricity is generated and supplied to your factories over three phase however the secondary drum welder is connected to only two of the three phases which unbalances the electrical supply which adds to the inefficiency.
Electricity is generated and supplied to the required plants in a three-phase power supply. Then, each barrel welder is only connected to two phases of the three phases, which causes an imbalance in the power supply, thereby increasing the useless work.
2-ADVANTAGES WHEN USING INVERTER WELDING CONTROLS
Advantages of using inverter welding control devices

Fig4 Figure 4
The total power requirement is reduced to 115kVA and the reactive power is reduced to 95kVAr
Figure 4 shows the measured power when the same single-phase barrel welder is connected to an SS1200 inverter control unit. The total power requirement is reduced to 115 kVA and the reactive power is reduced to 95 kVA.

Fig5 Figure 5
Fig5 shows the reduction in power requirement and the power factor improvement of over 50% to 0.56
Figure 5 illustrates the reduction in power requirements and the improvement of the power factor from over 50% to 0.56.
The true power that is used to make the weld remains the same at circa 60kW
The actual power generated by seam welding remains at around 60?.
The advantages of using an Inverter welding control
Advantages of using inverter welding controls:
-Balanced power connection across 3 phases
- Balanced by 3-phase power connection
-Greater? power efficiency
- Larger work efficiency
-Superior weld quality with use of full sine wave
- Use full sine wave, high quality welding
-Superior edge weld with precision initiation
- Forming high quality weld edges with precise excitation
-Constant current
- stable current
-Smaller heat band? due to higher welding frequency
- Small heat affected zone due to higher welding frequency
-Improved weld wheel life
- Improved welding wheel life
-Simplified weld control settings
-The welding control adjustment is simplified
-Can be connected to standard AC transformer
- Can be connected to a standard AC transformer
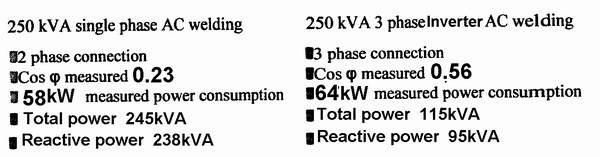
250 kVA single phase AC welding
250 kVA 3-phase inverter AC welding
Two-phase connection
3-phase connection
Cosine: measured value 0.23
Cosine: measured value 0.56
Measured power loss: 58 kW
Measured power loss: 64 kW
Total power: 245 kVA
Total power: 115 kVA
Useless power: : 238 kVA
Useless power: : 95 kVA
NOTE - Although these readings are from two similar BF drum welding machines we would not expect the results to be too dissimilar when taken on the same machine.
Note: Although these readings come from two similar BF barrel welders, we don't think these results will be much different on the same equipment.
1. 3D Shaped Food Eraser
These food erasers look so tasty ,it take apart erasers are not just
beautifully crafted,they are also a fun puzzle with many parts. It
contains Korean food, Japanese food , Chinese food Western fast food,
Such as 3D sushi shaped eraser , 3D noodles shaped eraser, 3D rice roll
shaped eraser, 3D steamed buns shaped eraser,3D steak shaped eraser, 3D
chips shaped eraser, 3D Coke shaped eraser, 3D cake shaped eraser 3D
pizza shaped eraser, 3D hamburgers shaped eraser , Our Food Eraser is
good in quality and competitive in price.

2. Mould Analytical diagram
A detailed diagram of the disassembled , easy to your understanding our 3D Panda Shaped Erasers

3. Eraser color
We have many kinds of gorgeous colors for your choice, can also be customized according to your request. Such as 3D sushi shaped eraser , 3D noodles shaped eraser, 3D rice roll shaped eraser, 3D steamed buns shaped eraser,3D steak shaped eraser, 3D chips shaped eraser, 3D Coke shaped eraser, 3D cake shaped eraser 3D pizza shaped eraser, 3D hamburgers shaped eraser .are you hungry ?

Food Eraser, Food Shaped Erasers, 3d Food Eraser
Yiwu Soododo Stationery Co., Ltd , https://www.toy-eraser.com